再研磨ブレードテストカット
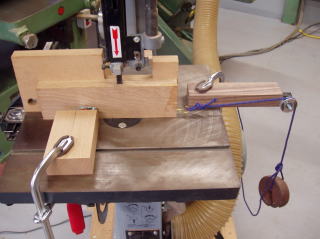
テスト方法としては、右写真の通り、テストピースにおもりをつなげ、一定時間当たりの切り進んだ長さを比較するというものです。
摩擦による影響を避けるため、板の押さえにはローラーを、滑車にはベアリングを付けています。
テストピースの板幅は75mm、材質ナラ。当工房で使用する標準的な材料を選びました。
重りは1kg、加工時間はそれぞれ30秒としました。
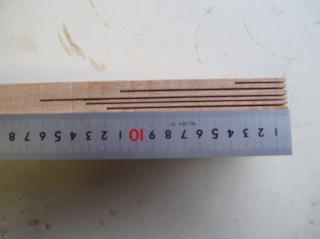
これが加工の結果です。
上から
1,摩耗したブレード 35mm
2,新品のブレード 108mm
3,すくい角10度で再研 162mm
4,(これは失敗品)
5,すくい角5度で再研 119mm
この結果から解るように、再研刃は新品よりも切れ味が良くなっています。やはり刃先がシャープになっているからでしょう。また、すくい角が大きい程切れ味が向上します。ただ、あまりすくい角を大きくすると刃先が弱くなり、耐久性が悪くなります。また、食い込みすぎて危険な場合も考えられます。
金属の場合と違い、木は刃先の切れ味で切っていきますので、すくい角は付けた(ポジティブ)方が良いと思います。
新品のブレードはほとんどゼロ度だと思いますが、もうちょっと考えてもらいたいものです。
左は新品、右はすくい角10度で再研したブレードで加工した加工面の写真です。ちょっと解りにくいですが、新品のものは少し引目が残っておりガサガサした印象、一方再研刃では引目がほとんど無く非常に綺麗な肌となしました。実際はこれから仕上げ加工をしますので、あまり影響はないのですが・・・・
しかし、加工負荷が少ないと言うことは、それに伴って発生する振動・騒音・発熱も少ない訳で、今まで幅広板の挽き割りはあまり気が進まなかったのですが、これを使えば幅200mmの板でも挽けます。
私は元々金属加工の世界にいましたが、金属用の刃物は市場に出ている種類も多く、切削理論が確立されています。木工加工においてももっと選択肢が広がるといいですね。